Related Links
Software
Manuals & Guides
- EBPro Quick Start Guide
- EBPro Programming Manual
- HMI5000L Series Installation Manual
- MAPware-7000 Programming Manual
- MAPware-7000 Getting Started Guide
- MAPware-7000 IEC61131 Programming Guide
- MLC Series PLC Programming Manual & Installation Guide
- MLC I/O Module Guide
Tech Notes
Videos
- Product Overview
- Quick Start: Part 1 - Introduction and Installation
- Quick Start: Part 2 - Create a Project
- Quick Start: Part 3 - Creating Windows
- Quick Start: Part 4 - Creating Static Elements
- Quick Start: Part 5 - Creating Digital Objects
- Quick Start: Part 6 - Create and Group Analog Objects
- Quick Start: Part 7 - Simulation Mode
- See our MAPware-7000 Getting Started videos here
Sample Projects
- Quick Start Guide Project Files
- See our complete list of Sample Projects here
Controller Information Sheets
See Our List of Controller Information Sheets
Communication Cable
See Our List of Communication Cables
⇐ Back to Case Studies
How ASTI incorporated a Maple PLC, I/O modules, and an HMI display into their HiQDT Smart Digital Sensor Solutions

1. What’s your background?
I am an Analytical and theoretical electrochemist specializing in design and optimization of analog and smart digital sensors for measurement of pH, ORP, ion selective, conductivity and dissolved oxygen parameters.
2. What problem were you trying to solve?
We required a robust HMI & PLC with certifications for use in hazardous locations (if required for a customer installation site) to interface and control the smart digital HiQDT MODBUS RTU sensors for measurement of pH, ORP and dissolved oxygen parameters. 3. How was the problem affecting you/your company’s bottom line?
With this new partnership with Maple Systems, we are expanding the market for smart digital HiQDT Modbus RTU sensors beyond just the OEM and system integrator to also support typical end-user requirements. Now we can provide complete turn-key solutions by mating together the Modbus RTU master device with the smart digital HiQDT Modbus RTU sensor slaves. Typically, key features and functionality requested by end-users were scalable 4-20mA analog outputs, programmable contact relays, and full remote access over ethernet to minimize on-site field visits, as well as email notifications for trigger events. Some OEM and systems integrators also desired a local display as well as Modbus TCP (a.k.a. Modbus over ethernet) instead of the Modbus RTU available directly from the HiQDT smart digital sensors. 4. There are always multiple ways to solve any problem. What possible solutions did you consider?
A variety of potential HMI and PLC suppliers were considered. Evaluation was conducted by weighing the available features, prices and certifications for use in hazardous locations. The ability to have more cost competitive versions for non-hazardous locations is a bonus if the software can be binary compatible between the hazardous location version and the safe non-hazardous location version.
5. Why did you choose our product?
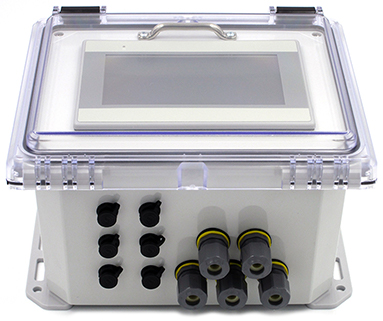
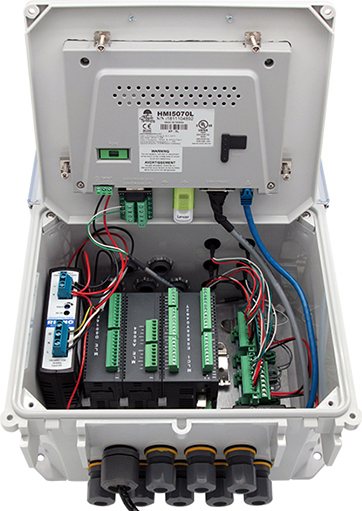 The model HMI5070L was chosen as the HMI for the six (6) channel and three (3) channel touchscreen controller assemblies due to the following key features and functionality:
The model HMI5070L was chosen as the HMI for the six (6) channel and three (3) channel touchscreen controller assemblies due to the following key features and functionality:- Dual, isolated serial ports. One serial port serves as an RS-485 Modbus RTU master to the 2-wire RS-485 Modbus RTU HiQDT sensor slaves. The second serial port is used for RS-232 communications to the PLC.
- Ethernet port with full remote access capabilities and support for Modbus TCP.
- USB port for datalogging of all process, analytic and calibration information from smart digital HiQDT sensors.
- Large, responsive 7.0” color touchscreen suitable in size for the desired enclosure.
The model HMI5043L was chosen as the HMI for the two (2) channel touchscreen controller assemblies due to the following key features and functionality:
- Dual serial ports. One serial port serves as an RS-485 Modbus RTU master to the 2-wire RS-485 Modbus RTU HiQDT sensor slaves. The second serial port is used for RS-485 communications to the PLC. Since there are not two separate isolated serial port an RS-485 isolator/repeator was employed before interfacing the HiQDT D+ & D- communications to the serial port on the 5043L.
- Ethernet port with full remote access capabilities and support for modbus TCP.
- USB port for datalogging of all process, analytic and calibration information from smart digital HiQDT sensors.
- Cost effective, smaller form-factor 4.3” color touchscreen suitable for desired enclosure.
The MLC1-E0808Y0402T PLC was chosen as the core PLC module for all of the touchscreen controller configurations (2 channel, 3 channel and 6 channel). The 2 isolated analog outputs and 6 programmable contact relays are employed for all controller configurations.
- For the three (3) channel configuration, we add the MLE-A0004 - I/O Expansion Module with 4 analog outputs to get a total of 6 configurable analog outputs.
- For the six (6) channel configuration, we add the MLE-D0016R – I/O Expansion Module with 16 relays. This increases the number of relays that are used from 6 to 18. Each of the 6 channel has a separate high & low relay and each channel shares a relay for the low & high alarm condition.
6. What would have happened if you had not made this purchase?
ASTI would have been limited to only OEM & system integrator clients. In addition, the ability to construct a robust and complete software solution for use with the HiQDT sensors was crucial for us. Without this, we would not have been able to offer to our prospective OEMs and System Integrators the option to customize the project templates. Now they can easily modify or drop unneeded functionality from projects if they wish.
7. What risks did you consider?
For any new product there is the risk of damage to reputation if there are problems with commissioning or ongoing field-use and maintenance issues. We were not familiar with Maple Systems before this project, so we had to assess the risk of starting up business with a new vendor as well, but the choice has paid off.
8. What reservations did you have?
Initially we had reservations about our lack of internal resources in terms of HMI & PLC programming. This was solved by a recommendation to a very proficient programmer that was quite familiar with the Maple Systems development tools and hardware. This made it easy for us to implement all the core functionality we needed in the commercialized version of the touchscreen controllers.
9. What measurable benefits have you seen?
We have received increasing numbers of inquiries from companies that are focused on the Industrial Internet of Things (IIoT) since adding the HiQDT product platform. This includes those that wish to have full remote access capabilities to these measurements for both environmental compliance as well as process control purposes.
10. Anything else you think we should know?
Plans are in place to add conductivity and ion-selective measurement parameters at some point in the future. There is no firm timetable, but we have confirmed that sufficient flash memory is available for all controller configurations to add these additional sensor types.
For more information on ASTI and their Smart Digital HiQDT Modbus RTU Sensors, visit their website at https://www.astisensor.com.
⇐ Back To Case Studies
Please Sign in or Register to continue reading this solution.