Solutions for the Real World
Since 1983 we have worked with thousands and thousands of companies in all types of industries. Over the years, our products have been used by OEM, System Integrators, Manufactures, Automation Engineers, Manufacturing Engineers, and so many more: to improve efficiencies, increase productivity, reduce costs, and connect data to the IIoT. Our Case Studies and Application Stories show real-life applications and how Maple Systems can help improve your company’s bottom-line. Read articles on the software’s key features, how we can connect your current or legacy system to the IIoT, or how our products can improve how you collect, analyze, and manage your data.

-

Windows-Based HMIs Bridge the Gap
Read More: Windows-Based HMIs Bridge the GapWindows-based HMIs Explained Windows-based HMIs utilize the Microsoft Windows operating system on industrial Panel PCs to monitor and control machinery. Furthermore, they offer significantly more flexibility and power than traditional dedicated units. In addition to standard functions like data logging and alarms, these systems support…
-

FactoryTalk and Maple Systems
Read More: FactoryTalk and Maple SystemsA Brief History of FactoryTalk Before FactoryTalk, Rockwell Software operated as a collection of separate products, such as RSView32, RSLink Classic, and RSSql and RSBizWare. Many of which were acquired or developed in isolation. In the early 2000’s, Rockwell recognized that customers needed different software…
-

5 truths about the IIoT
Read More: 5 truths about the IIoTBut many companies are hesitating to implement, not taking advantage of the available technology. Even if customers are not ready to integrate their systems right away, they will want to implement an IIoT strategy to keep up with their competition. When customers decide to implement…
-

How Maple Systems HMIs protect industrial automation projects
Read More: How Maple Systems HMIs protect industrial automation projectsProtect HMI from unauthorized access First and foremost, Maple Systems HMIs let you protect your HMI data with extensive password control. You can restrict access to the HMI’s local setup menus with a password and require authentication before uploading or downloading new projects. Passwords also…
-
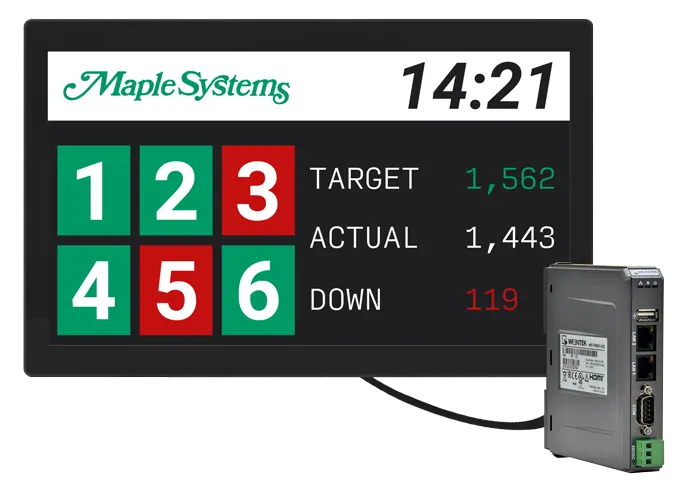
How a headless HMI powers an Andon Status Display system
Read More: How a headless HMI powers an Andon Status Display systemMaple Systems’ headless HMIs deliver powerful industrial control and visualization to any monitor, TV, or projector. It helps operators view process data, equipment status, and production metrics from anywhere on the plant floor. From automated packaging lines to wastewater facilities, headless HMIs are redefining how…
-

Why choose a capacitive touch screen PC for industrial applications
Read More: Why choose a capacitive touch screen PC for industrial applicationsAs operators become accustomed to pinching, zooming, and scrolling on their personal devices, using a resistive touch screen can feel outdated and inefficient. The transition to capacitive touch technology in industrial settings is no longer a luxury. It is becoming a necessity for productivity and…
-

Why replace costly pushbutton panels with Maple Systems HMIs
Read More: Why replace costly pushbutton panels with Maple Systems HMIsPushbutton panels are simple and reliable, but their functionality is limited as systems grow more complex. They depend heavily on operator skill, offer no real-time data visibility, and require costly hardware maintenance. Plants have been running for years using pushbutton equipment control. This method is…